







上海翩飞自动化科技有限公司
联系人: 何工 (销售经理)
手机 : 186-2100-2847
QQ : 3044635347
在高速机械设备中用于步进电机的定位模块它可用于点到点定位任务以及复杂的运动模式
FM 353是一个智能模块,用于控制步进电机的各种控制任务。 它可用于点到点定位任务以及复杂的运动控制,满足高响应,高精度以及高速度的应用。 是具有高时钟脉冲的机床定位任务的理想解决方案。
用于步进电机的FM 353定位模块可用于以下定位任务:
进给轴、调整轴、设定轴和传送轴(线性轴或转动轴)的定位在
金属加工、印刷、造纸、纺织和包装机械中的定位;搬运、装载和装配设备中的定位。
满足FM 353特性控制器必须具有以下部件:
FM 353:- 带步进电机的轴的定位FM STEPDRIVE:
- 步进电机的功率驱动S7-300 CPU:
- 用于顺序控制
- 定位动作的起/停控制编程器:
- 用于编写STEP 7程序
- 通过STEP 7用参数表格对FM 353进行参数赋值
- 用于测试和启动操作员面板:
- 对机床进行操作员控制和监视
- 用于故障诊断
- 步进电机的功率驱动S7-300 CPU:
通过工艺模块连接 FM 353 和 CPU。
定位功能
启动:通过按键进行轴定位(点动模式)
增量方式:
按照表格中存储的路径控制轴的定位(如在开始起动时)
MDI(手动数据输入)/运行中的 MDI:
按照任意速度定位到任意位置。
跟随模块/单模块自动机制:
执行复杂定位路径;连续/分步;前进/后退。
特殊功能
长度测量通过 FM 353 的快速输入启动和停止定位运行
变化率限制
运行中设定实际值
运行模式
用户必须完成以下准备步骤:
协调机械系统和电子电路:使用组态软件(包括在组态软件包内)来输入机器数据,就可实现,这对操作员非常友好;
规定横动路径:
- 对于简单的点对点定位:
利用 S7 CPU 规定末端位置和横动速度。 - 对于更复杂的任务:
在编程器上或在示教方式下利用符合 DIN 66025 的参数化格式来创建横动程序。
FM 353 处理步进电机轴的实际定位任务: 它将脉冲发送给步进电机的功率驱动单元。 脉冲的数量决定横动路径的长度。 脉冲频率决定横动的速度。
入门实例:**次使用S7-200笔录
对于很多没有使用过S7-200PLC的朋友来说,很多问题可能成为大家的拦路虎,感觉入门很难。以下就用一个实例,为大家介绍**次使用S7-200PLC时具体步骤,帮助您迈开使用PLC的**步。文中希望实现的功能是:按下一个开关,点亮一个输出点。本文可以帮您解决**次使用S7-200时的以下问题:
(一) 需要准备哪些硬件和软件呢?
**次使用S7-200时,需要准备硬件有:S7-200CPU,如CPU224XP(订货号:6ES7 214-2BD23-0xB8)

编程电缆 PC/PPI电缆(订货号:6ES7 901-3DB30-0xA0)

需要准备的软件有:SETP7-Micro/Win V4.0 SP6
还需要准备一台装有Windows XP SP2的电脑
准备好硬件,我们就需要在电脑上正确安装S7-200的编程软件。特别提示要注意这个软件是SETP7-Micro/Win,而不是SETP7。据老工程师讲,SETP7是给S7-300等系列PLC编程用的,不能给S7-200进行编程。对于SETP7-Micro/Win软件而言,目前常用的版本是V4..0 SP6。和安装其它软件一样,正确安装好编程软件后,您就可以在桌面上看到如下所示的图标。至此,我们就为下一步的调试做好基本准备喽!

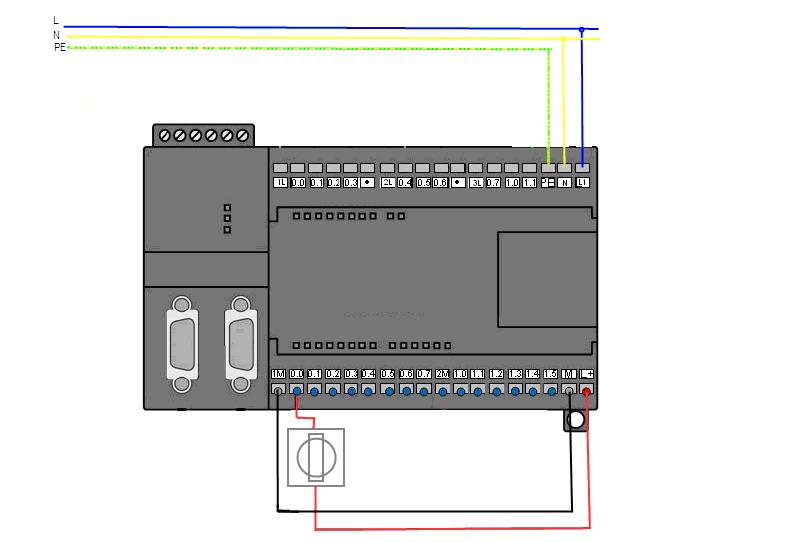
(二) 如何为PLC的接线呢?
从以下接线图可以看出,我们需要做的就是将为PLC提供电源和为数字量输入点正确接线。
(三) 如何与PLC通信呢?
1. 连接编程电缆
将编程电缆的USB口侧插在电脑上,DB接口插在PLC的PORT0或者PORT1上。然后将PLC的模式开关设置为STOP。
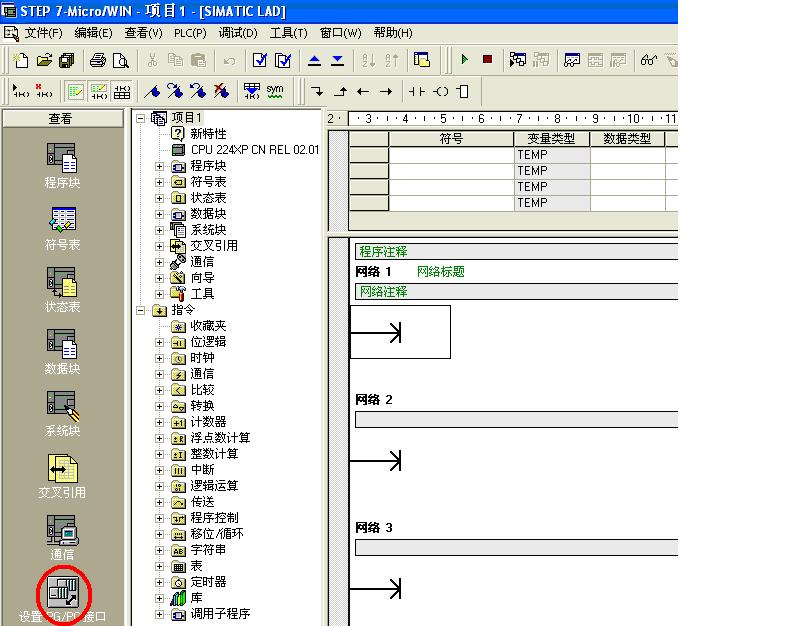
2. 编程软件设置
(1)打开编程软件后,在整个界面的左侧,点击设置PG/PC接口。如下图所示:
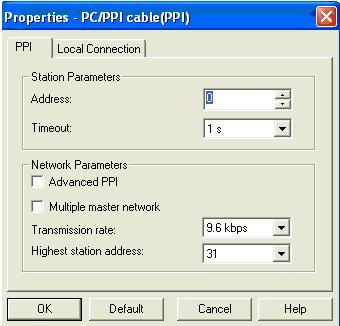
在出现的对话框中,选择PC/PPIcable(PPI),并点击属性

属性对话框的**个界面,使用如下设置:
在属性对话框中的第二个选项卡中,选择通讯接口为USB,具体如下设置:
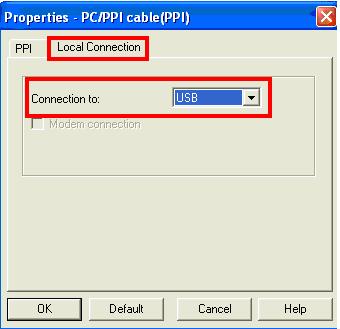
之后保存并关闭相应的对话框。
(2)回到编程软件的初始界面,然后点击通信
出现如下界面:
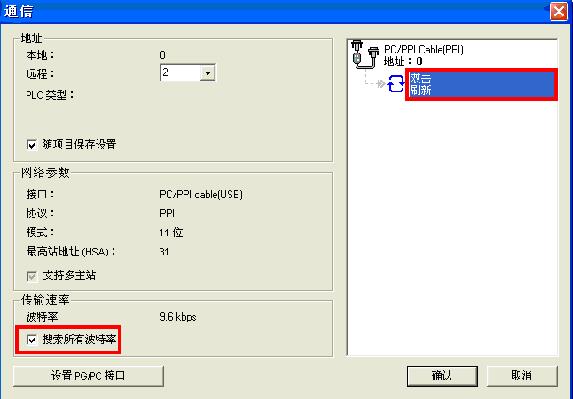
将搜索所有波特率打勾后,双击刷新即可。
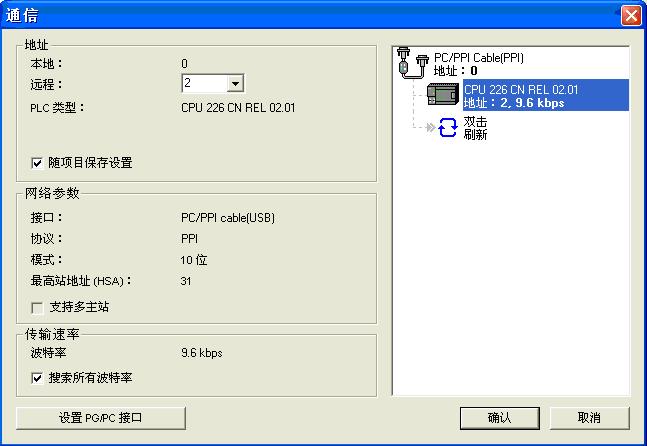
如果能出现如下页面,即表示PC与PLC的通讯成功。
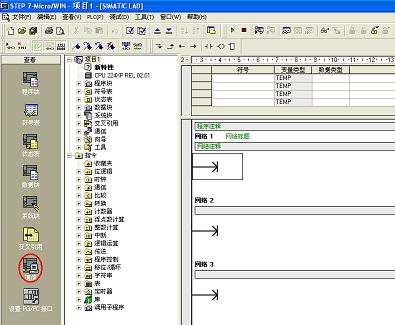
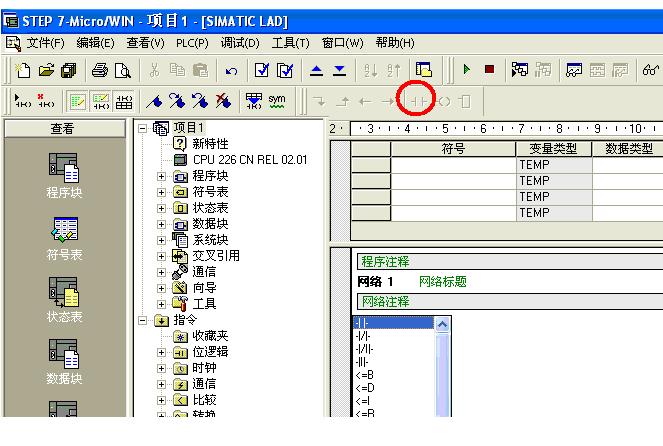
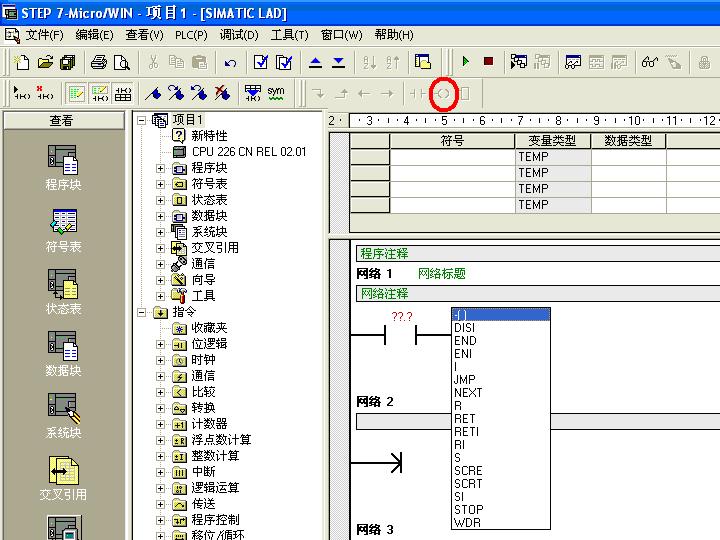
(四) 如何编写程序呢?
打开编程界面,单击红色标注处,可以添加一个常开触点
同样的方法添加一个输出线圈:
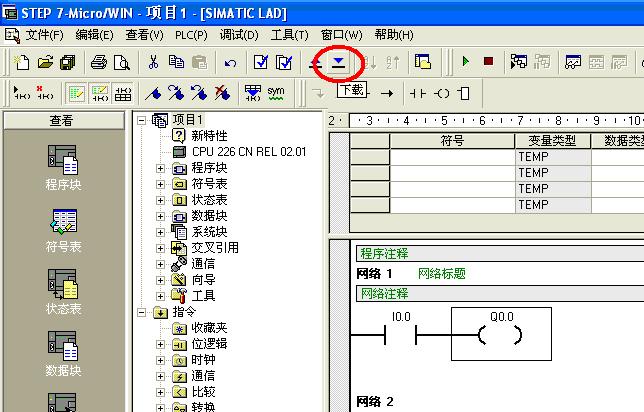
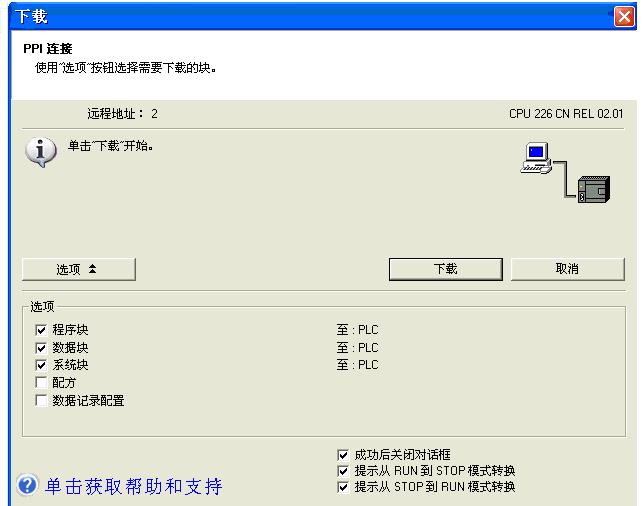
需要为输入和输出分配正确的地址,如下所示。之后点击下载
出现如下界面后,继续点击下载
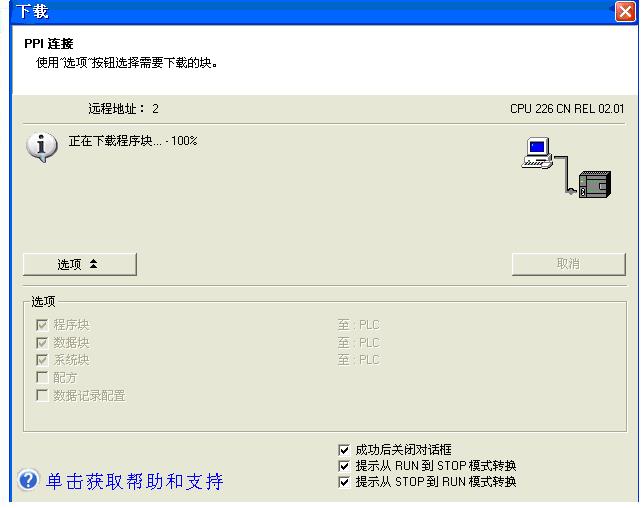
下图显示的是下载中的界面:
下载成功后,就可以进行PLC调试,进一步测试具体功能是否可以实现。
(五) 如何调试PLC呢?
先将模式开关设置为RUN,然后拨动连接在输入点I0.0上开关,即可看到输出点点亮了。至此,表明我们的程序和PLC运行一切正常。
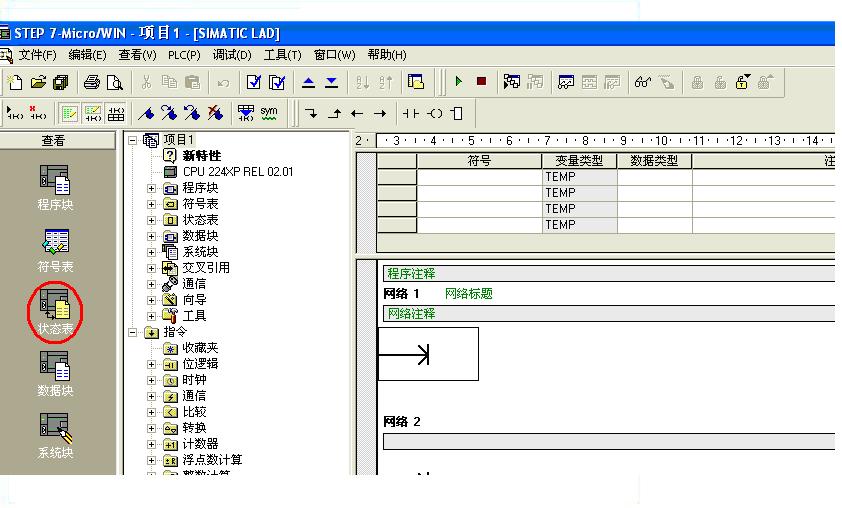
如果想在编程软件上监控输入点和输出点的状态,可以点击状态表
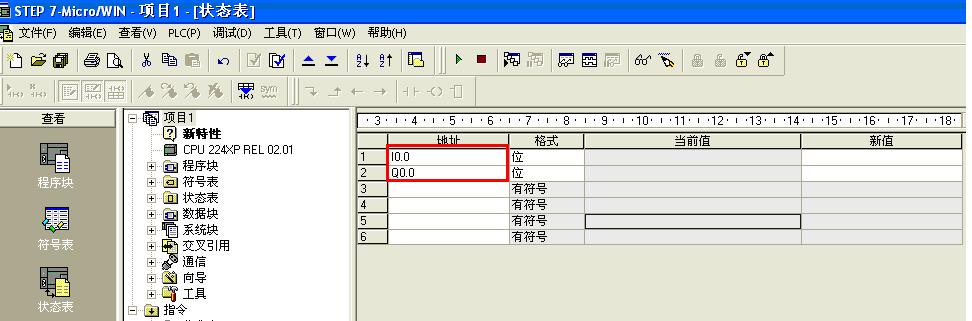
打开状态表后,在地址栏中输入需要监控的地址,如下所示:
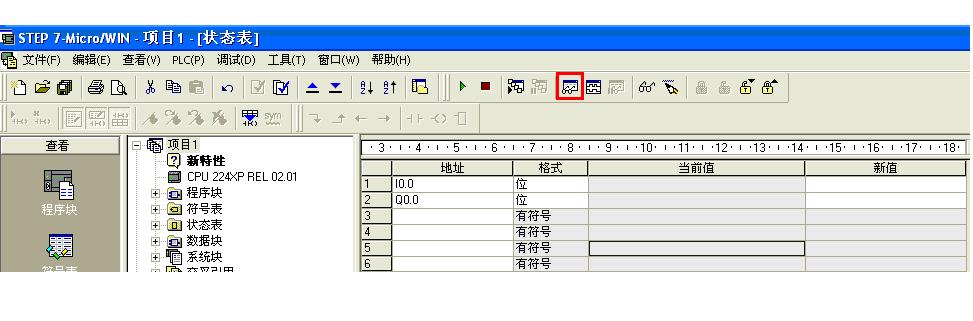
之后点击监控即可:
正常监控后就可以在当前值中看到相应的数值:

开关未按下时的状态

开关按下后的状态
从以上的笔录,我们可以看出S7-200PLC是一款简单易学的控制设备。当然,PLC还有通讯、PID控制、运动控制等等很多功能,我们可以在本网站中的相关介绍中一步一步的对其进行学习和了解。相信不需要很长时间,您也可以成为S7-200PLC的使用高手!
|
订货号 |
6ES7353-1AH01-0AE0 |
|
|---|---|---|
|
定位控制模块 FM 353 (FM STEP) |
||
|
电源电压 |
||
|
额定值 (DC) |
||
|
√ |
|
|
允许范围,下限 (DC) |
20.4 V |
|
|
允许范围,上限 (DC) |
28.8 V |
|
|
输入电流 |
||
|
电流消耗,**值 |
300 mA |
|
|
数字量输入 |
||
|
数字量输入点数 |
4;+ 1 输入用于消息信号 |
|
|
功能 |
基准凸轮,运行中设定实际值,运行中测量,启动/停止定位,外部块更改 |
|
|
输入电压 |
||
|
24 V |
|
|
-3 - +5V |
|
|
+11 ~ +30 V |
|
|
输入电流 |
||
|
2 mA |
|
|
6 mA;6 ~ 15 mA |
|
|
数字量输出 |
||
|
数字量输出点数 |
4 |
|
|
功能 |
到达位置:停止,轴向前进给,轴向后移动,更改 M 功能 M97,更改 M 功能 M98,启动使能,通过数据记录直接输出 |
|
|
短路保护 |
√ |
|
|
输出电压 |
||
|
24 V |
|
|
UP -3 V |
|
|
输出电流 |
||
|
0.6 mA;带 UPmax |
|
|
2 mA |
|
|
驱动接口 |
||
|
信号输入 |
||
|
“电源单元就绪” |
|
|
步进驱动装置 |
||
|
2 V;RL = 100Ω |
|
|
1 V;Io = 20 mA |
|
|
3.7 V;Io = -20 mA |
|
|
35 m |
|
|
浮地 |
||
|
浮地数字量输入 |
||
|
- |
|
|
浮地数字量输出 |
||
|
- |
|
|
连接方式 |
||
|
所需前连接器 |
1x 20 针 |
|
|
外形尺寸 |
||
|
宽 |
80 mm |
|
|
高 |
125 mm |
|
|
深 |
118 mm |
|
|
重量 |
||
|
重量,约 |
500 g |
|